-

-
东莞市和轩卓机械有限公司
- 15362808930








热门搜索:
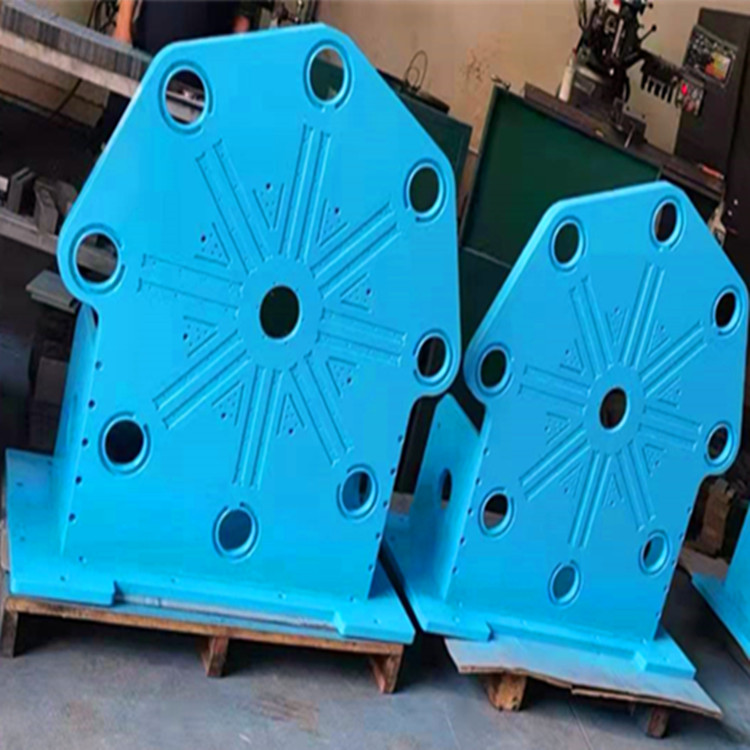
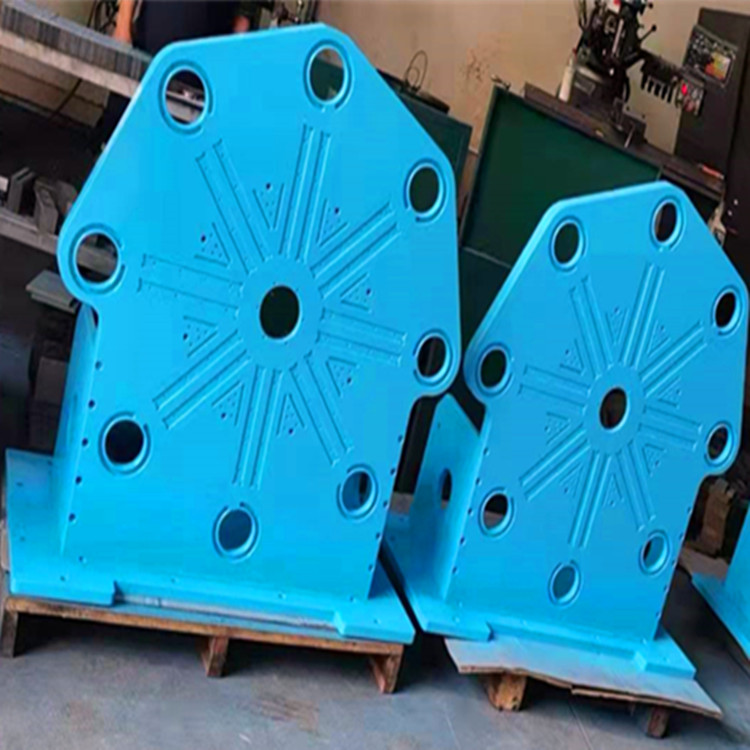

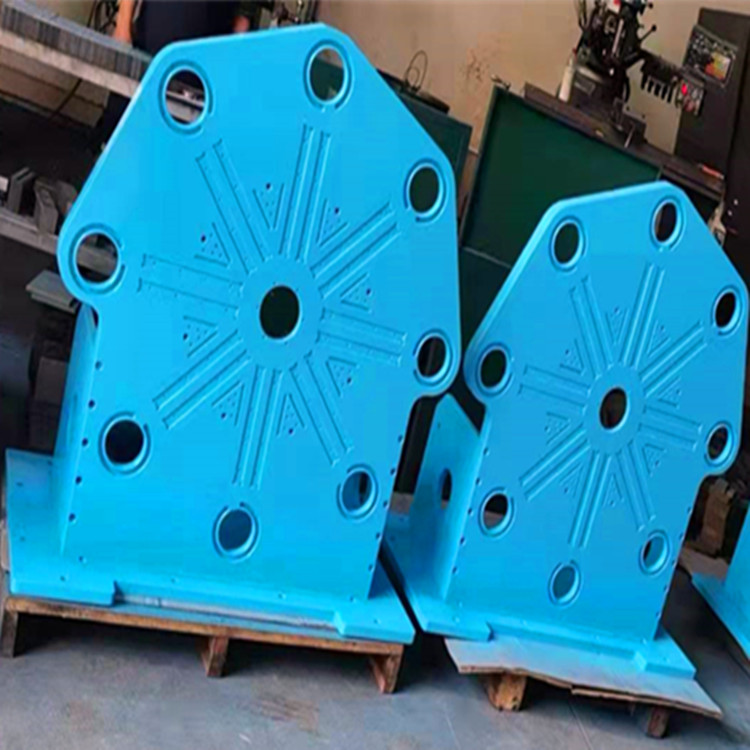
不少横梁采用了砂型铸造工艺,但是横梁是一种长型零件,尤其是宽度大于 1400mm、高度大于 900mm、长度大于 9000mm 的大型横梁铸件,由于其零件本身**长,很容易 变形报废。因此在铸造时,铸件的变形量主要取决于残余应力的大小、铸件结构刚性是否合 理、砂箱刚性是否合理、铸件的长度、型砂强度及浇注温度等等,只要其中有一种或一种以 上的因素达不到要求就很有可能发生铸件变形,较终导致铸件报废,即降低铸件成品的合 格率。大型横梁铸 件的铸造加工方法包括以下步骤 :①先进行模具制作及分型面的确定 :针对该铸件的结构特点,工艺设计时采用三 箱造型,其中模具采用东北红松,模型底框采用 200mm×200mm×10mm 的厚方管焊接而成, 而且长度方向的方管必须采用整根方管制成,主要目的是为了不使模具变形,提高模具的 整体结构性能。在型板上铺两层木板和一层厚度不少于 20mm 的胶合板。模具各自安装在 中、下箱型板中。模具要嵌入型板内 20mm 深,然后采用 M20 的螺丝与底框固紧,必须要保证 型板与模具固定牢固。
焊接件的加工,按其工艺过程的特点分有熔焊,压焊和钎焊三大类,下面就仔细针对这3大类进行仔细的介绍。
在熔焊的过程中,如果大气与高温的熔池直接接触的话,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。
为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得优质焊缝。
各种压焊方法的共同特点,是在焊接过程中施加压力,而不加填充材料。多数压焊方法,如扩散焊、高频焊、冷压焊等都没有熔化过程,因而没有象熔焊那样的,有益合金元素烧损和有害元素侵入焊缝的问题,从而简化了焊接过程,也改善了焊接安全卫生条件。同时由于加热温度比熔焊低、加热时间短,因而热影响区小。许多难以用熔化焊焊接的材料,往往可以用压焊焊成与母材同等强度的质优接头。
焊接时形成的,连接两个被连接体的接缝称为焊缝。焊缝的两侧在焊接时,会受到焊接热作用,而发生了组织和性能变化,这一区域被称作为热影响区。焊接时因工件材料焊接材料、焊接电流等方面的不同。恶化焊接性这就需要调整焊接的条件,焊前对焊件接口处的预热、焊时保温和焊后热处理,可以改善焊件的焊接质量。
另外,焊接是一个局部的迅速加热和冷却过程,焊接区由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形。重要产品焊后都需要消除焊接应力,矫正焊接变形。
现代焊接技术已能焊出无内外缺陷的、机械性能等于甚**于被连接体的焊缝。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。接头的基本形式有对接、搭接、丁字接即为正交接和角接等。